
5 ошибок при эксплуатации индукционной печи
Интерес производства к индукционным тигельным печам возрастает. Они успешно применяются в литейном производстве, и компания СЛТ включает их в свои проекты. Это неудивительно, потому что индукционные печи обладают рядом неоспоримых преимуществ:
- компактность
- производительность
- экологичность
Но сложности, а скорее особенности эксплуатации, отличные от привычных электродуговых печей, препятствуют иногда в полной мере оценить все достоинства индукционной плавки металла в литейном производстве.
Мы собрали для вас практические рекомендации, которые будут полезны при эксплуатации индукционных печей в литейных цехах. Они основаны на распространённых ошибках, которые следует избегать для успешной работы с этим видом оборудования.
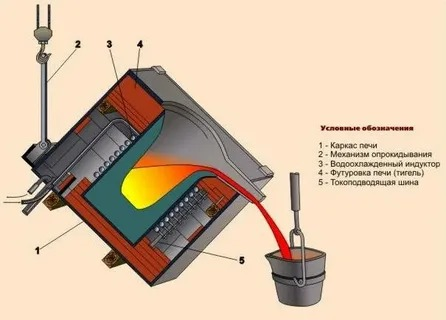
1. Неправильный выбор материалов футеровки или тигля
Ошибки в подборе огнеупорных материалов печи могут приводить к металлизации футеровки. Под действием металлостатического давления и капиллярных явлений происходит пропитывание материала огнеупора жидким расплавом. Кроме того, расплавленный металл вступает в химическое взаимодействие с окислами огнеупора. В результате металл в футеровку проникает довольно глубоко, повреждая огнеупорный слой.
При плавке часто можно наблюдать частичное растворение металлического или графитового тигля в самом металле или окислах.
Чтобы предотвратить такое пагубное взаимодействие огнеупора и расплава необходимо обращать внимание на многообразие материалов, из которых изготавливаются футеровки и тигли, а также соотносить их использование и вид расплавляемого металла.
2. Недостаточная чистота поверхности перед нанесением футеровки
При смене футеровки печи, перед нанесением нового покрытия, необходимо тщательно очистить внутреннюю поверхность обмазки индуктора и под. Если в процессе визуального осмотра будут обнаружены трещины и сколы их нужно сразу заделать. Поверхность, на которую будет наноситься футеровка, должна быть максимально гладкой и чистой.
Если индуктор покрывается свежей обмазкой, это необходимо делать сразу по всей поверхности от пода до воротника, опять же с целью получения максимальной гладкости покрытия.

Недопустимо использовать открытый огонь для сушки обмазки индуктора. Угольный налёт, который может образоваться на поверхности, ухудшает электроизоляцию обмазки и создаёт электрические помехи.
Если ремонт производится для небольшого участка футеровки, можно подсушить готовый участок электронагревателями. Если ремонтируется большая площадь поверхности – необходимо обеспечить возможность сушки её в естественных условиях.
3. Применение стандартного обжига для сушки футеровки
При запуске новой футеровки необходимо высушить огнеупорное покрытие и обеспечить его спекание. Частая ошибка производственников – использование для этих целей высокотемпературной плавки.
При нагреве молекулы влаги из футеровки разлагаются на водород и кислород. Свободный кислород попадает в расплав и вступает во взаимодействие с углеродом металла, образуя углекислый газ, который проникает в поры футеровки и осаждается в виде сажи в её микропорах. Это снова нарушает токопроводимость оборудования, приводя к потерям электроэнергии и осложняя процесс правки.
4. Использование влажной шихты и добавок
Недопустимо применять влажный металлолом в индукционной плавке. Нужно внимательно отнестись к брикетам металлолома. Внутри него может содержаться вода и даже лёд, которые при нагреве попадают в расплавленный металл. Это не только влияет на дополнительное образование шлака, который портит футеровку, но и опасно для рабочих, обслуживающих печь.
Всё что вводится в печь должно быть сухим: ферросплавы, модификаторы, науглероживатели и даже контролирующее температуру оборудование.
5. Ошибки в металлозавалке
Высокопрочный чугун должен подаваться в печь в последнюю очередь, так как содержащиеся в нём элементы способствуют неравномерному износу футеровки, если вступают с ней во взаимодействие.
При наличии в шихте цинка нельзя допускать высокой скорости нагрева печи. Цинковый пар, который будет выделяться в случае кипения расплава, вреден для здоровья, брызги металла опасны, а сам цинк портит футеровку. Поэтому лом, содержащий цинк, загружают в печь не в первую очередь, так, чтобы он успел окислиться. Кроме того, необходимо обеспечить печь хорошей вентиляцией.
При подшихтовке крупными кусками металла необходимо следить, чтобы не образовывалось холодных металлических «мостов». Это ведёт к возникновению аварийных ситуаций и опять же порче футеровки, так как верхняя часто остаётся холодной, а низ сильно прогревается и даже кипит.



