
Материалы для ХТС и Cold-Box процесса
Технология холоднотвердеющих смесей очень похожа на классический способ литья в песчано-глинистые смеси. Только, если там в качестве связующего используется глина, в ХТС эту роль выполняют химические вещества – смолы.
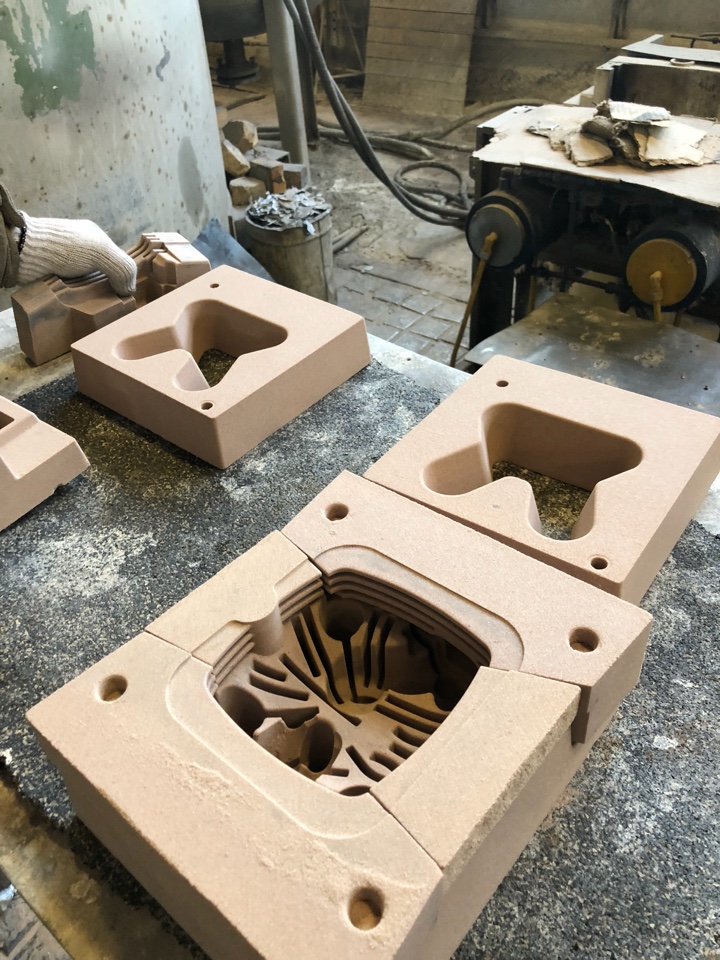
В отличие от ПГС форма получается не уплотнением смеси, а отверждается химически. Это может происходить в результате добавления жидких химических веществ – катализаторов. Таким способом чаще получают формы даже для крупных отливок.
Либо катализатором выступает газ – амин или углекислый. Так получают в основном стержни (Cold-Box процесс).
Требования к формовочным и стержневым смесям в ХТС-технологии
Чтобы форма или стержень получались достаточно качественные, к смесям предъявляют определённые требования.
Сыпучесть
Формовочная смесь с достаточной сыпучестью равномерно, без комьев заполняет опоку, способствуя в дальнейшем получению качественной формы.
Пластичность
Свойство, которое позволяет получить хороший отпечаток даже сложной модели.
Прочность
Литейная форма выдерживает множество разнонаправленных механических нагрузок – протяжку, кантовку, транспортировку, заливку и затвердевание металла. Вынести всё это не разрушившись, может только смесь с достаточной прочностью.
Огнеупорность
Основа смеси должна быть всегда достаточно огнеупорной, чтобы выдерживать высокие термические нагрузки не разрушаясь. Это позволяет использовать огнеупорную основу повторно, экономя ресурсы и сберегая природу.
Эти требования можно соблюсти, используя только качественные формовочные материалы: пески, регенерат, смолы, катализаторы.
Огнеупорная основа для ХТС
В качестве огнеупорной основы в технологии ХТС используется свежий формовочный песок или регенерат песка.

Формовочные пески применяются с минимальным количеством примеси глины. Потому что наличие глины в песке в этом случае приводит к перерасходу дорогостоящей литейной смолы и кроме того, снижает механические свойства смеси.
Содержание глинистой составляющей в песке не должно превышать 0,5 %, а в Европе и США стараются ограничивать этот показатель 0,2 %.
Для регенерата важный показатель качества – это потери при прокаливании. С их помощью можно оценить чистоту песка после механической или термической регенерации. Чем меньше легкоплавких неорганических и органических веществ остаётся, тем качественнее огнеупорная основа смеси для перемешивания её со смолой.
Смолы для ХТС
Синтетические смолы – это полимеры, которые используются как связующее в технологии получения холоднотвердеющих смесей.
В литейном производстве нашли применение различные исходные вещества, из которых получают смолы для разных технологических процессов.
Фенолформальдегидные смолы
Широко используются в различных процессах ХТС и Cold-Box процессе. Хорошо зарекомендовали себя при получении отливок из стали, например, в Альфа-сет процессе.
Смесь этой смолы с огнеупорной основой продувается амином и используется в получении стержней по amin-процессу. А при продувке углекислым газом – применяется для resol CO2 процесса.

Фенолформальдегидные смолы из-за отсутствия в них соединений серы и фосфора не провоцируют зависимого от них брака по горячим и холодным трещинам.
Фурановые смолы
Производятся из фурфурилового спирта, который, в свою очередь, получается из веществ – отходов лесной и с/х промышленности. Используются в Furan-процессе. Качественные отливки могут получаться даже без добавления свежего песка на одном регенерате.
Полиуретановые смолы
Синтетические вещества, отличающиеся эластичностью и прочностью. Применяются в Pep-set процессе, который зарекомендовал себя как хорошо контролируемый способ получения ХТС-форм.
Катализаторы химических процессов для ХТС и Cold-Box процесса
Катализаторы – это вещества, которые ускоряют реакцию отверждения форм.
В технологии ХТС в качестве катализаторов используют, например, фурановые или аминовые соединения.
Катализатор оказывает прямое влияние на живучесть формовочной смеси. Обычно указывается время в минутах. Это означает, что за это время нужно успеть сделать форму и после этого её можно заливать.
Для Cold-Box процессов катализатором выступает газ:
- газообразный амин – в Cold-Box-amin процессе
- углекислый газ – для resol CO2 процесса
Продувка амином позволяет получить формы быстрее, тем самым повышая производительность процесса.
Требования к материалам для ХТС и Cold-Box процесса
Какими бы ни были смолы и катализаторы для ХТС и Cold-Box процесса к современным химическим литейным материалам предъявляют ряд требований.

1. Отсутствие в составе соединений фосфора, азота и серы, которые снижают качество поверхности отливок из чёрных сплавов и способствуют образованию трещин.
2. Высокая термопластичность, т.е. способность полимеров размягчаться при нагреве и затвердевать при охлаждении. Эти свойства позволяют снизить образование горячих трещин в отливках и легко выбивать их после кристаллизации.
3. Химическая инертность состава – смолы не должны способствовать образованию химического пригара.
Хранение материалов для ХТС
Соблюдение технологии при производстве литейных материалов основа для получения качественных смол и катализаторов. Но неправильная транспортировка и хранение может привести к снижению их качества.
Для сохранения всех физических и химических свойств производители рекомендуют:
- все литейные химические вещества хранить при комнатной температуре в плотной таре и в проветриваемом помещении
- особенно важно беречь от нагрева ёмкости с синтетическими смолами, даже кратковременный нагрев, а тем более отопительные приборы или прямые солнечные лучи, могут привести к порче вещества
- с фенолформальдегидными смолами надо быть особенно осторожными и хранить их вдали от легковоспламеняющихся веществ


